|
2017-09/06
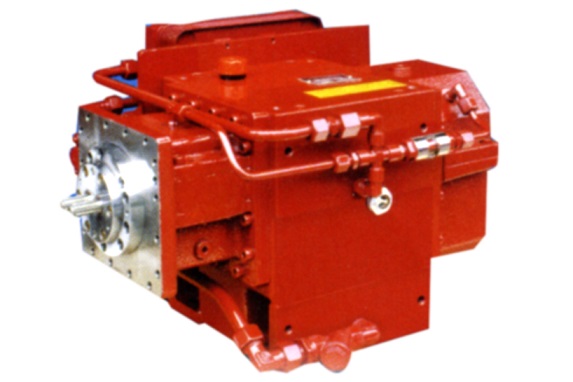
挤出机常见的故障大概有十一种,下面就详细介绍下这十一种故障极其排除方法:一、主电机轴承温升过高: 1、产生原因: (1)轴承润滑不良。 (2)轴承磨损严重。 2、产生原因: (1)检查并加润滑剂。检查电机轴承,必要时更换。二、机头压力不稳: 1、产生原因: (1)主电机转速不均匀。 (2)喂料电机转速不均匀,喂料量有波动。 2、处理方法: (1)检查主电机控制系统及轴承。 (2)检查喂料系统电机及控制系统。三、润滑油压偏低: 1、产生原因: (1)润滑油系统调压阀压力设定值过低。 (2)油泵故障或吸油管堵塞。 2、处理方法: (1)检查并调整润滑油系统压力调节阀。 (2)检查油泵、吸油管。四、自动换网装置速度慢或不灵 1、产生原因: (1)气压或油压低。 (2)气缸(或液压站)漏气(或漏油)。 2、处理方法: (1)检查换网装置的动力系统。 (2)检查气缸或液压缸的密封情况。五、安全销或安全健被切断 1、产生原因: (1)挤压系统扭矩过大 (2)主电机与输入轴承联接不同心 2、处理方法: (1)检查挤压系统是否有金属等物进入卡住螺杆。在刚开始发生时,检查预热升温时间或升温值是否符合要求。 (2)调整主电机六、挤出量突然下降: 1、产生原因: (1)喂料系统发生故障或料斗中没料。 (2)挤压系统进入坚硬卡住螺杆,使物料不能通过。 2、处理方法: (1)检查喂料系统或料斗的料位。 (2)检查清理挤压系统。七、主机电流不稳 1、生产原因: (1)喂料不均匀。 (2)主电机轴承损坏或润滑不良。 (3)某段加热器失灵,不加热。 (4)螺杆调整垫不对,或相位不对,元件干涉。 2、处理方法: (1)检查喂料机,排除故障。 (2)检修主电机,必要时更换轴承。 (3)检查各加热器是否正常工作,必要时更换加热器。 (4)检查调整垫,拉出螺杆检查螺杆有无干涉现象。八、主电机不能启动 1、产生原因: (1)开车程序有错。 (2)主电机线程有问题,熔断丝是否被烧环。 (3)与主电机相关的连锁装置起作用 2、处理方法: (1)检查程序,按正确开车顺序重新开车。 (2)检查主电机电路。 (3)检查润滑油泵是否启动,检查与主电机相关的连锁装置的状态。油泵不开,电机无法打开。 (4)变频器感应电未放完,关闭总电源等待5分钟以后再启动。 (5)检查紧急按钮是否复位。九、机头出料不畅或堵塞 1、产生原因: (1)加热器某段不工作,物料塑化不良。 (2)操作温度设定偏低,或塑料的分子量分布宽,不稳定。 (3)可能有不容易熔化的异物。 2、处理方法: (1)检查加热器,必要时更换。 (2)核实各段设定温度,必要时与工艺员协商,提高温度设定值。 (3)清理检查挤压系统及机头。十、主电启动电流过高 1、产生原因: (1)加热时间不足,扭矩大。 (2)某段加热器不工作。 2、处理方法: (1)开车时应用手盘车,如不轻松,则延长加热时间或检查各段加热器是否正常工作。十一、主电机发出异常声音: 1、产生原因: (1)主电机轴承损坏。 (2)主电机可控硅整流线路中某一可控硅损坏。 2、处理方法: (1)更换主电机轴承。 (2)检查可控硅整流电路,必要时更换可控硅元件。
|
|
|
2017-09/06
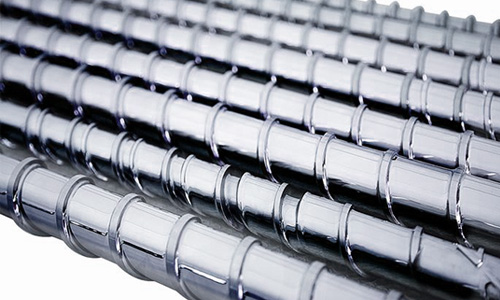
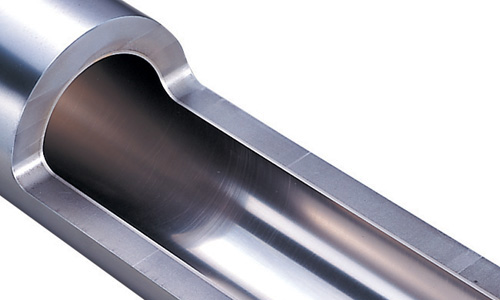
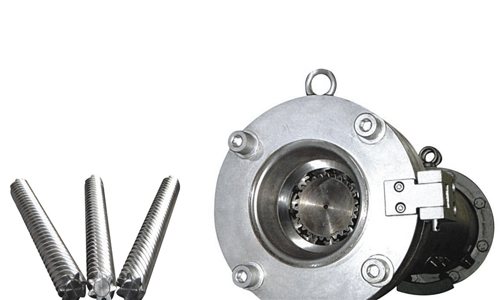
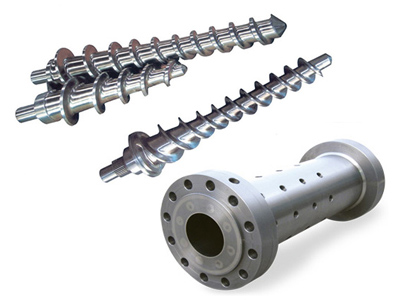
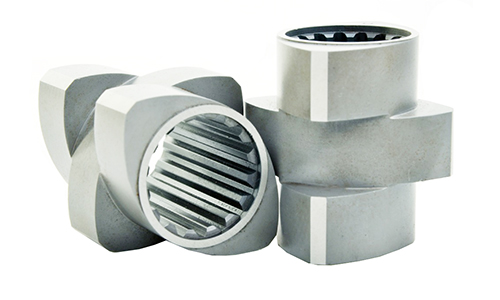
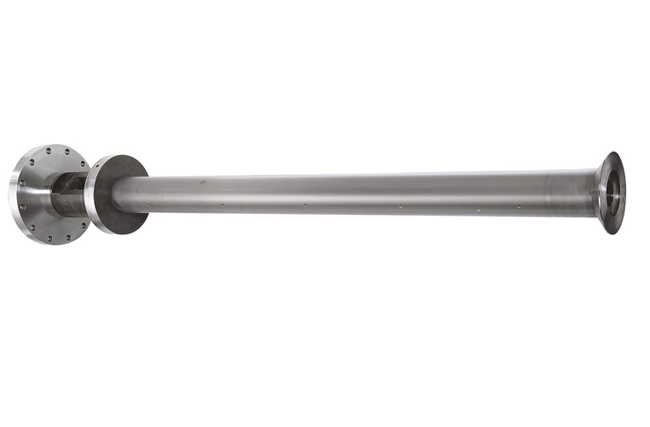
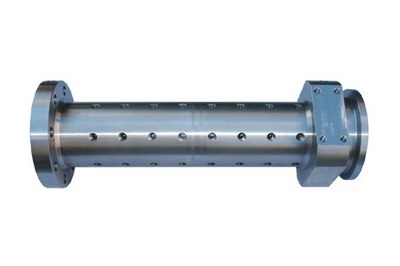
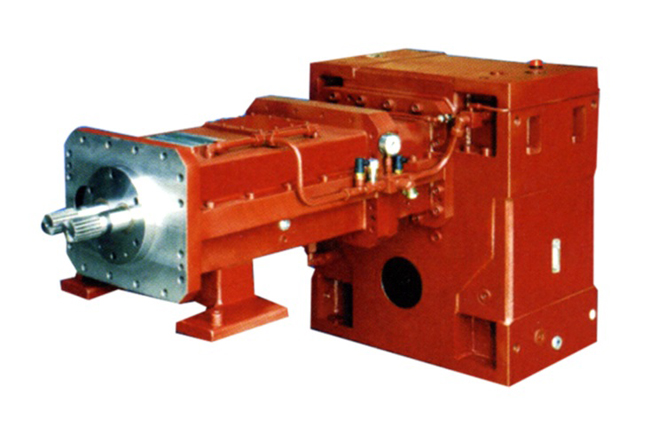
制造料筒,目前国内常用的材料有45、40Cr和38CrMoAIA。进口挤出机中料筒的制造材料,常用合金钢34CrAINi和CrMoV9。这种材料的屈服强度有900MPa左右。经渗氮处理后,硬度在1000HV以上,既耐磨又有良好的抗腐蚀性。碳化钨合金料筒、碳化钨合金+铬合金料筒、碳化钨合金+铬合金+镍合金料筒,选用Material优质合金刚为基材,内孔浇铸上述合金,提高料筒的耐磨损、耐腐蚀性能。
|
|
|
|
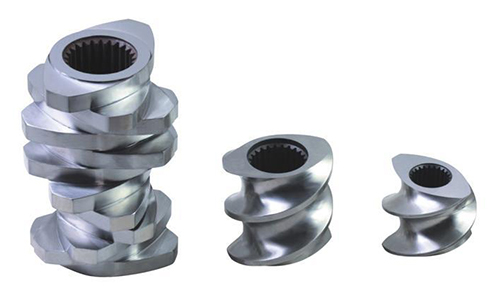
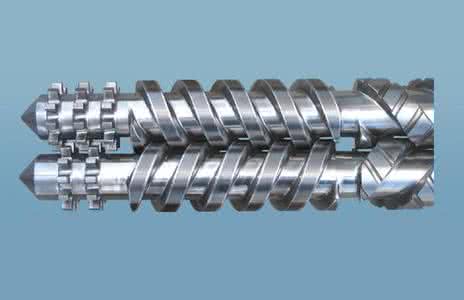
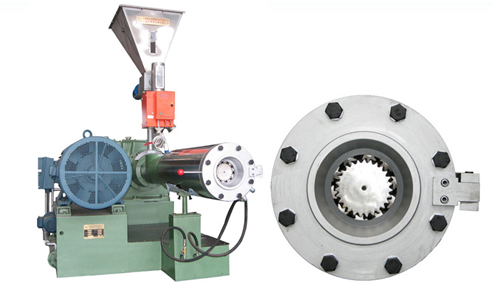
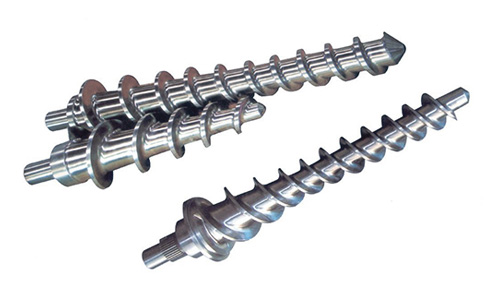
材料和工艺优质38CrMoAIA优质双相不锈钢优质粉末冶金材料冷,热喷图硬金属工艺先进渗氮工艺耐腐蚀,耐磨双金属喷涂工艺
2017-09/06
|
|
|
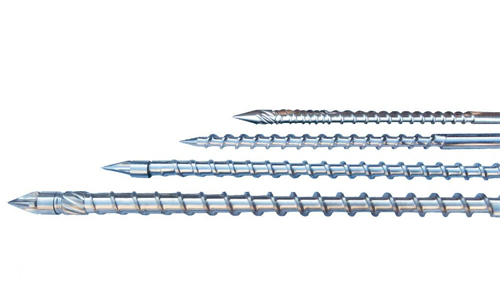
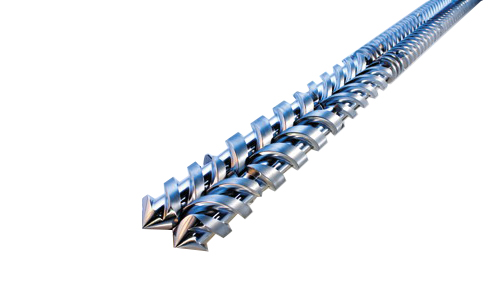
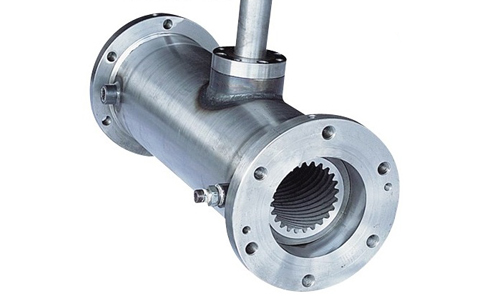
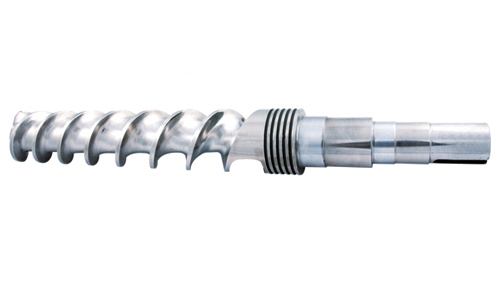
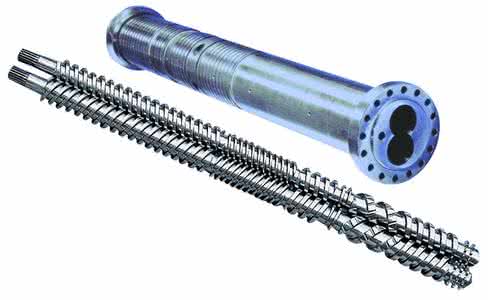
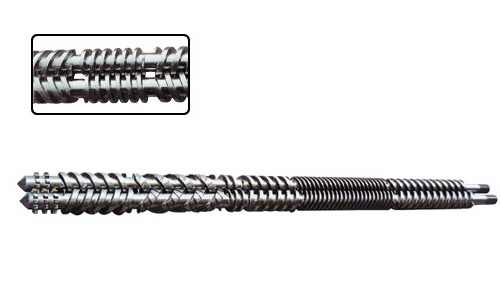
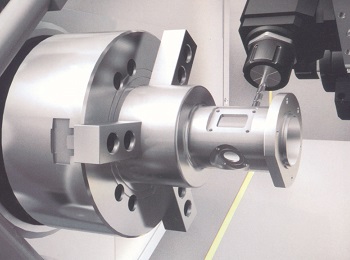
技术指标:材料选用优质38铬钼铝(38CrMOALA)调质硬度:HB240~280氮化硬度:HV≥850氮化深度:0.45~0.80mm氮化脆性:≤二级表面粗糙度:Ra0.4螺杆直线度:0.015mm氮化后表面镀硬铬度:HV≥900镀铬层厚度:0.03~0.10mm双合金硬度:HRC56~65(合金采用镍基合金)合金深度:1.2~3.0mm
2017-09/06
|
|
|
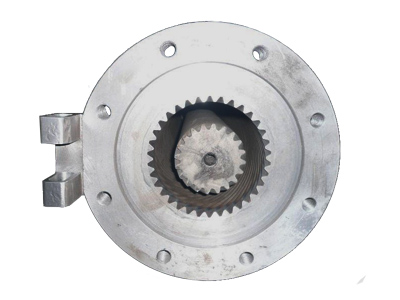
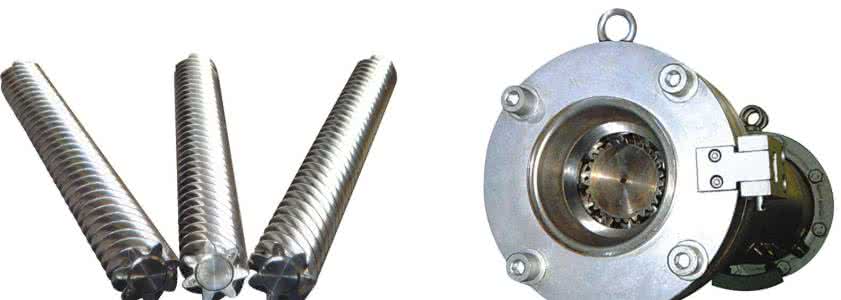
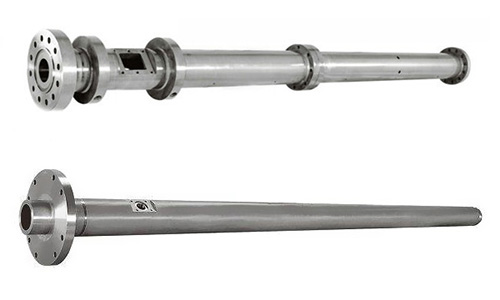
1、料筒螺杆未达到预先设置温度时,切勿启动机器。2、防止金属碎片及杂物落入料斗,若加工回收料,需加上磁性料斗以防止铁屑等进入料筒。3、使用防涎时要确定料筒内塑料完全熔融,以免螺杆后退时损坏传动系统零件。4、使用新塑料时,应把料筒的余料清洗干净。5、当熔融塑料温度正常但又不断发现注塑产品出现黑点或变色时,应检查螺杆过胶头、过胶圈、过胶介子是否有磨损。6、产品注塑成型时,尽量使物料塑化均匀,以降低螺杆承受的传动扭力,提高其使用年限。
2017-09/06
|
|
|